Shot peening is one of the most established surface enhancement processes in aerospace engineering because its underlying mechanism is well understood and industrially robust. Repeated impact by spherical media produces local plastic deformation in the near-surface region, leaving a beneficial compressive residual stress field after unloading. For components subjected to cyclic loading, that residual stress state can delay crack initiation and reduce the rate of early crack propagation, particularly where failure is governed by surface or near-surface defects.
The practical question for aerospace engineers is therefore not whether peening works, but which peening route is most appropriate for a given component, material system, and production environment. In that context, wet shot peening warrants more serious consideration than it often receives in conventional process selection. It is not a universal replacement for dry shot peening, nor does it alter the fundamental metallurgy of peening itself. Its importance lies elsewhere: in many aerospace applications, it improves the way peening is delivered, controlled and integrated into a manufacturing or maintenance workflow.
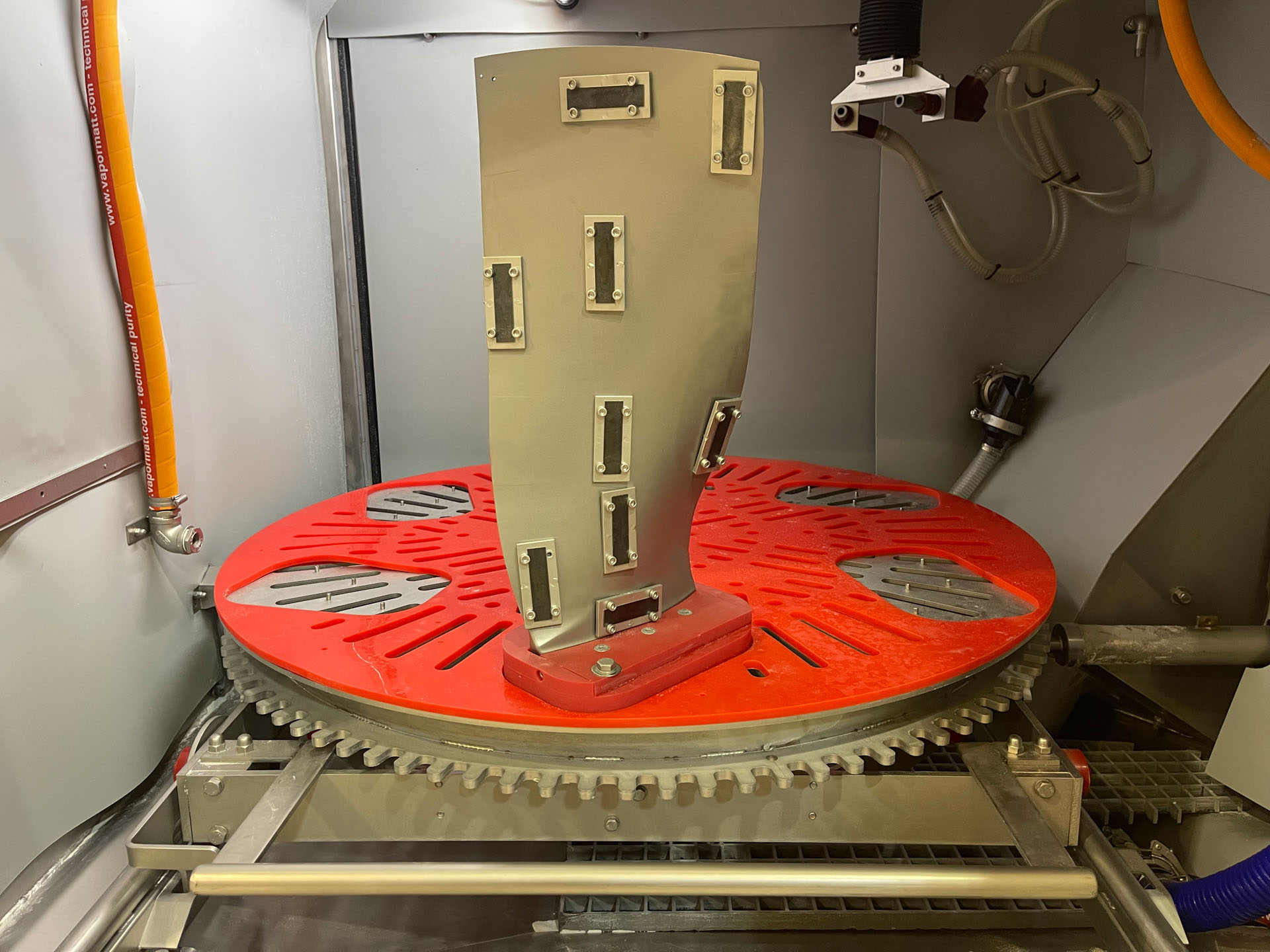
This is particularly relevant for blade-class components, including fan and turbine blades, where the margin between a beneficial surface treatment and a problematic one can be narrow. These components combine complex curvature, local geometry transitions, thin sections, high cyclic stresses and stringent cleanliness requirements. In such cases, process capability cannot be judged on peening intensity alone. A technically credible assessment must consider the combined outcome: residual stress, surface condition, contamination risk, repeatability and total process control.
Wet shot peening shares the same strengthening mechanism as dry shot peening but differs in the transport medium. The shot is conveyed in a water-based slurry rather than a dry air stream. That difference may appear operational rather than scientific, yet it has direct consequences for process behaviour. The liquid phase influences particle transport, rebound behaviour, dust formation, thermal effects at the surface and the handling of removed contaminants. It can also enable cleaning and peening to occur in a single process step for some incoming part conditions. None of these effects substitutes for correct intensity, coverage or qualification, but they do change the process window in ways that are highly relevant to aerospace applications.
One of the strongest technical arguments for wet shot peening concerns surface condition. In fatigue-critical components, residual stress is only part of the performance equation. Surface roughness, local defects and embedded contamination can act as crack initiation sites and may erode the fatigue benefit of peening if not tightly controlled. For geometry-sensitive parts, especially those with thin edges or complex aerodynamic surfaces, a process that achieves the target compressive stress state while also supporting consistent surface finish is often preferable to one that is optimised only for impact intensity. Wet delivery can, in many cases, produce a more uniform surface response across complex features, partly because the slurry environment reduces dry dust accumulation and modifies the interaction at the point of impact. This does not guarantee superior fatigue performance in every application, but it can improve the likelihood of achieving a favourable stress–roughness balance.

A second advantage is contamination management. Aerospace peening is not only a strengthening operation; it is also a cleanliness-sensitive special process. Wet systems commonly use ceramic or stainless media and confine removed contaminants within the slurry circuit rather than dispersing them as airborne particulate. From a materials perspective, this reduces opportunities for uncontrolled particulate recirculation at the part surface. From a production engineering perspective, it can reduce inspection burden, simplify downstream cleaning and lower the probability of contamination-driven rework. In MRO environments, where incoming components may carry variable residues of oil, grease or service contamination, this can be particularly valuable. A process route that tolerates and removes such contaminants during treatment may improve process flow and reduce handling without compromising the strengthening objective, provided the system is properly controlled and qualified.

That qualification requirement is crucial, and it points to a third, often underestimated, strength of wet shot peening: compatibility with modern process control architectures. Wet peening is sometimes described too simply as “shot peening with water,” which obscures the engineering reality. In a production aerospace cell, performance depends on control of slurry concentration, water-to-media ratio, filtration efficiency, broken-media removal, nozzle condition, robot path execution and monitoring of key process variables. The liquid phase introduces additional variables relative to dry peening, and therefore additional opportunities for drift if the system is poorly managed. The converse is also true. When these variables are instrumented and controlled, wet peening can be highly repeatable and well aligned with the traceability expectations applied to aerospace special processes. In that respect, wet peening should not be treated as a gentler but less precise option; properly implemented, it can be a significantly more tightly managed and reproducible process, whilst peening to the same intensity.
This does not diminish the continuing relevance of dry shot peening. Dry peening remains the reference process for many aerospace applications because it is mature, widely specified, and supported by a large installed base of equipment and qualified suppliers. For many component classes, especially where the geometry is less sensitive and the process is already well validated, dry peening remains entirely appropriate. A scientific comparison between wet and dry peening should therefore avoid categorical claims and focus instead on how each process responds to the constraints of a specific application.
In practice, wet shot peening tends to show its strongest advantages where the risk profile is dominated by surface integrity and process cleanliness rather than by intensity alone. The reduction in airborne particulate is an obvious example. Dust suppression affects operator environment and housekeeping, but it also influences inspection quality, facility contamination control and the stability of the process environment around the part. Similarly, the ability in some cases to combine cleaning and peening reduces transfers and handling steps, which can improve repeatability in high-mix MRO work. Media utilisation may also improve where slurry filtration and media management are well designed, though this is system-dependent and should be assessed quantitatively rather than assumed.
At the same time, dry shot peening may remain preferable in applications where process continuity, installed infrastructure or throughput considerations dominate the decision. Wet systems require slurry handling, water management and filtration infrastructure, all of which are manageable engineering requirements but nonetheless real. The scientific point is not that wet peening is superior in general, but that it shifts the optimisation problem. Where the cost of inconsistency, contamination or excessive handling is high, wet peening may offer a better overall process solution even when the fundamental peening mechanism is shared with dry methods.
The same balanced view applies when comparing wet shot peening with other peening processes. Laser peening, for example, can generate a significantly deeper compressive residual stress field than conventional shot peening and is therefore selected for applications where stress depth is the dominant design requirement. It occupies a different performance and cost envelope, and its value in depth-critical applications is well established. But many aerospace production and MRO cases are not governed by maximum residual stress depth. They are governed by the need for repeatable broad-area treatment, controlled surface condition, practical throughput and robust process integration. In that operating space, wet shot peening may be the more suitable engineering choice. The processes are best regarded as complementary rather than competitive: laser peening for depth-critical, high-severity cases; wet shot peening for a wide range of conventional fatigue enhancement requirements where cleanliness and surface integrity also matter.
Needle and flapper peening present a similar contrast. These methods are highly useful in repair scenarios requiring local access, portability or in-situ treatment, and they can be technically effective when applied within their intended scope. However, for uniform treatment of complex components in a controlled process cell, wet shot peening generally offers stronger repeatability, automation compatibility and traceability. That distinction is not about local effectiveness; it is about process standardisation across batches and over time, which is often decisive in aerospace production and tightly controlled MRO operations.
Health and safety considerations are sometimes treated as secondary to process performance, but in aerospace they should be regarded as part of process performance. Dust control is not only an environmental or compliance issue. It affects facility risk, operator exposure, equipment cleanliness, inspection conditions and ultimately process consistency. Wet shot peening’s reduction in airborne particulate can therefore be a meaningful technical advantage in metal processing environments, including applications involving alloys that produce challenging fine particulate. This does not eliminate the need for formal risk assessment, engineered controls or validated operating procedures, but it can materially change the baseline operating environment compared with dry particulate processing.

For organizations seeking to evaluate wet shot peening rigorously, the comparison should extend beyond Almen intensity and nominal coverage. Those metrics remain essential, but they are insufficient on their own for modern aerospace process selection. A defensible qualification programme should include measurement of residual stress magnitude and depth (for example by X-ray diffraction where appropriate), assessment of surface roughness and topography, coverage uniformity on representative geometries, metallographic examination for undesirable surface features, contamination and embedment analysis, fatigue testing under representative loading conditions, and capability data for repeatability across production-relevant runs. Total process performance should also be included: cycle time, cleaning and handling steps, media usage, maintenance burden, and the facility implications of dust and housekeeping. Process selection by convention is common; process selection by comparative evidence is better.
The most useful conclusion is therefore a limited but technically strong one. Wet shot peening should not be described as a universal replacement for dry shot peening or for other surface enhancement methods. It should, however, be recognised as a process that can deliver the established metallurgical benefits of shot peening while improving process cleanliness, surface condition control, and repeatability in applications where those factors are critical. For many aerospace components – particularly fan blades, turbine blades, and other complex, cleanliness-sensitive geometries – that combination makes wet shot peening not merely an alternative, but in many cases the more appropriate engineering choice.
Its principal advantage is not that it changes the science of shot peening. It is that, in the right applications, it enables that science to be applied with better control over the variables that often determine real-world aerospace outcomes.