Introduction
Repeatable and accurate shot peening results rely on closed-loop monitoring and control of critical process parameters. Fundamentally, the transfer of energy during shot peening can be summarized into a simple equation relating mass of the peening media and velocity of impact (1/2 x mass x velocity2). Assuming that constant mass of peening media particles is maintained using a vibratory classifier and regular inspections, velocity becomes a key factor that will influence the intensity. Therefore, it becomes imperative that we understand the relationship better and possibly arrive at a desired level of predictability. Our research project identified three media sizes/types, S-550, 1/8” steel balls and CCW-28 to study the relationship. This data-driven approach to corelate shot velocity with peening intensity was carried out using a robotic shot peening cell equipped with a Tecnar Shotmeter G3 and Photron FastCam. We derived polynomial and linear regression models to predict intensity from velocity measurements through a custom-developed application. Traditionally, intensity is calculated through a saturation curve that is generated by a minimum of four data points and then verified periodically, pre-process using Almen strips. This introduces delays and increases the possibility of variability. Our project addresses the need for real-time intensity estimation by leveraging velocity measurements from different types of sensors and correlating them to Almen intensity values.
Methodology
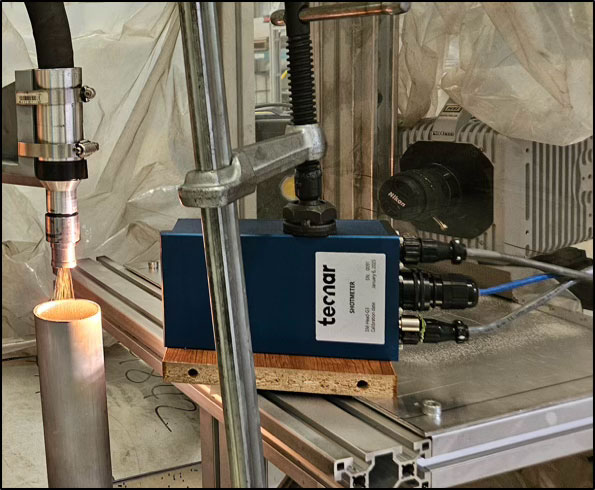
Experiments were conducted at the Centre Technologique en Aérospatiale (CTA), a research center specializing in aerospace technology development. The data acquisition was done through a robotic shot peening cell operating within a pressure range of 20-80 psi. The media types evaluated were the S550, 1/8” diameter ball bearing shot and CCW28. Measurement tools included the Shotmeter G3 (Optical based velocity sensor) and a Photron FastCam (high-speed imaging). The validation process was done through Almen strip (A and C) arc height measurements, which were fixed to the test bench (Figure 2).

Velocity readings were recorded via a dedicated application (Developed by Tecnar) that associates machine parameters and media type with timestamped data. Polynomial and linear regression models were computed to establish predictive relationships between pressure and velocity, as well as velocity and intensity.
Results and Discussion
Pressure–Velocity Relationship
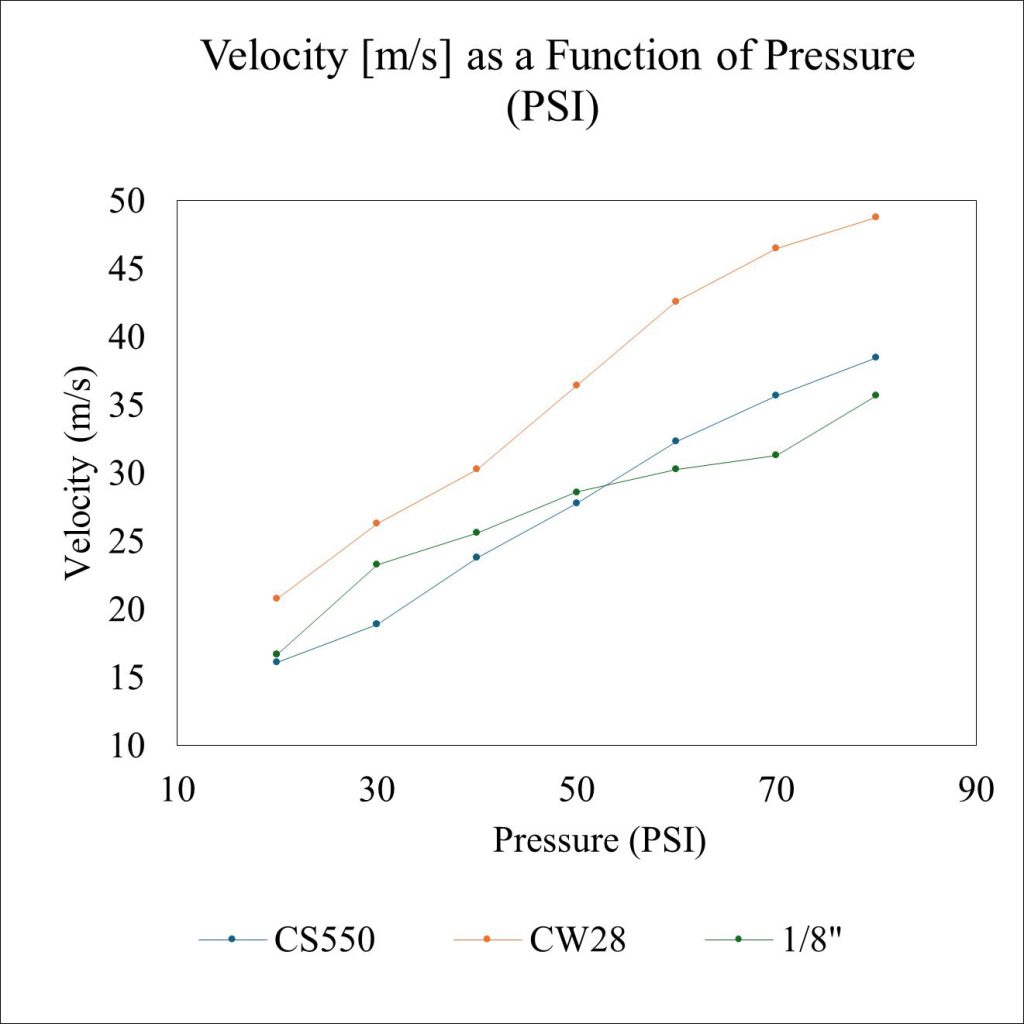
For S550 media (nominal particle diameter 0.0555”), the particle velocity exhibited a significant increase from 16.1 m·s-1 at 20 psi to 38.5 m·s-1 at 80 psi. The relationship between velocity (v) and pressure (P) can be best described by linear model, where (R2) is the correlation coefficient:
A similar trend was observed with the use of 1/8″ steel shot and CW28 (nominal particle diameter 0.028”) media, with CW28 demonstrating the highest velocity response, likely attributable to its lower mass.
| Media | Curve Type | Trendline | R |
| CW28 | Poly | V = -0.0019P2 + 0.6823P + 7.4714 | 0.9835 |
| CW28 | Linear | V = 0.4882x + 11.546 | 0.9859 |
| CS550 | Poly | V = -0.0008P2 + 0.4735P + 6.088 | 0.9842 |
| CS550 | Linear | V = 0.3947P + 7.7812 | 0.9909 |
| 1/8” | Poly | V = -0.0028P2 + 0.5621P + 7.214 | 0.923 |
| 1/8” | Linear | V = 0.2946P + 12.401 | 0.9627 |
Table 1: Almen test bench for multi-pressure setup
Intensity–Velocity Correlation
Almen intensity exhibited a strong linear correlation with particle velocity across all media types. The relationship can be expressed as:
For S550,
Intensity (C)=0.0002v, R2=0.9951
For 1/8” media:
Intensity (C)=0.0009v, R2=0.9905
For CW28 media:
Intensity (A)=0.0004v, R2=0.9989
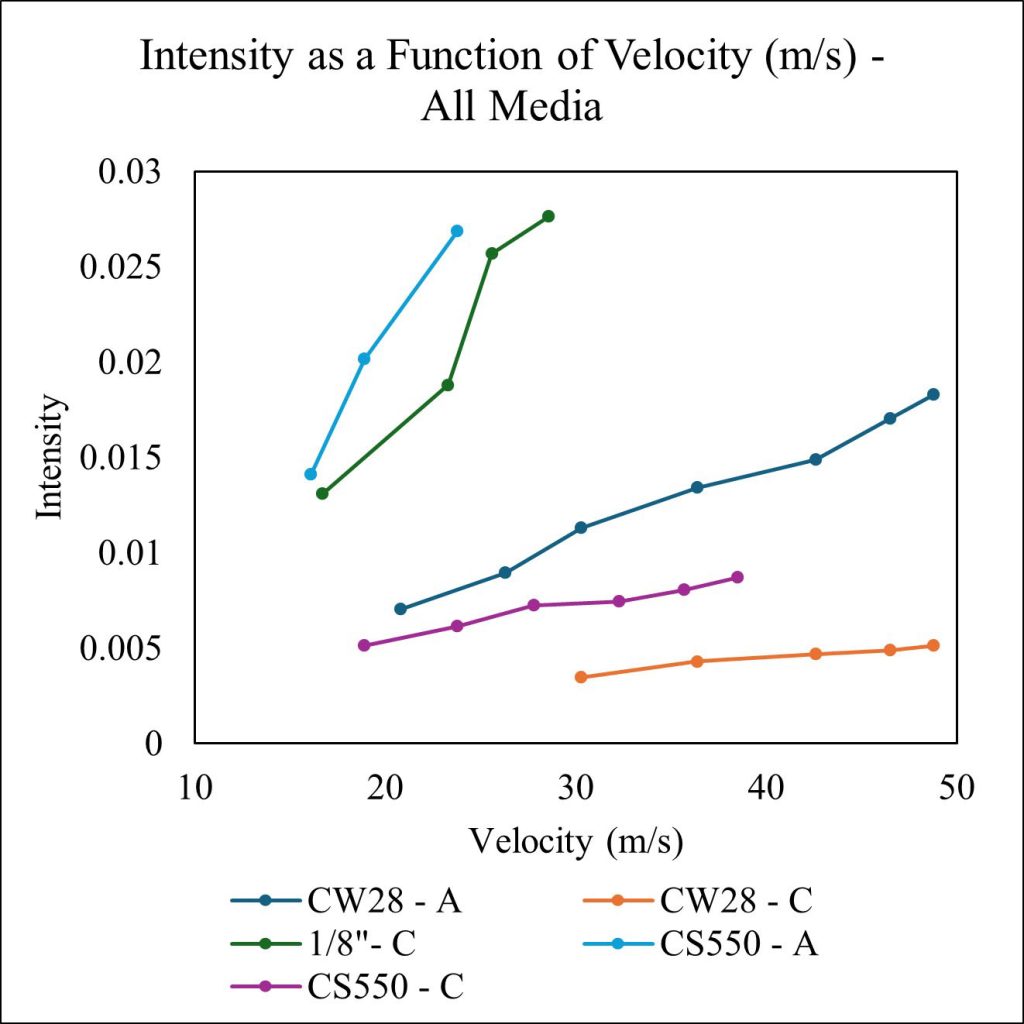
These predictive models enable real-time estimation of shot peening intensity based on shot size and velocity. This technique could help reduce the dependence on pre-process validation, or at the very least reduce the processing time when using conventional verification techniques.
Practical Implications
Implementing velocity-based intensity prediction can significantly improve process control in shot peening, particularly in aerospace and other advanced manufacturing industries that have embraced this process. However, our study acknowledges that the entire process is very dynamic with variations associated with wear of machine components and peening media. Efficacy of media size classifiers with size tolerance offered by specifications will play a role in the accuracy of intensity predictions. Media sphericity is maintained with the inclusion of a media shape separator (spiralator). However, not all peening machines are designed with this sub-component. A broken or worn media particle, if not separated due to its size incompatibility, will contribute to affecting the accuracy of prediction. A possible solution could be to integrate an online device (e.g., optical analyzer) to constantly analyze and report on media quality and a means of eliminating unacceptable shapes/sizes.
Additionally, there are challenges for in-plant deployment in the form of sensor portability and environmental constraints. Recommendations include:
Use of protective white backgrounds for sensor signal stability
Integration of mobile platforms for sensor transport
Calibration routines to account for measurement errors that can occur when using optical sensors instead of high-speed cameras
Conclusion
This study validates a robust correlation between shot velocity and peening intensity across multiple media types. The proposed approach supports real-time monitoring and predictive control, aligning with industry goals for process reliability, repeatability and accuracy. . Future steps in our research will include:
- Developing a comprehensive matrix with the inclusion of other media types and sizes
- Adding other dimensions of impact angle and stand-off distance and study their effects on velocity and intensity
- Study the effects of the above on surface profile
- We look forward to connecting with this community on our progress.
Acknowledgments
The authors acknowledge Sonaca Montreal engineering team (Benoit Leduc, Saeed Hashemi and CTA (Etienne Gendron, Christopher Jetté-Bousquet for technical support and resources)) The authors acknowledge Kumar Balan for his editorial consultation.
References
Tecnar Automation Ltd. (2008), Shotmeter G3, https://spraysensors.tecnar.com/wp-content/uploads/2024/12/40101-00015-00-Shotmeter-G3-manual-March-2012-new-template.pdf
Photron USA, Inc. Fastcam, https://photron.com/pfv/
Centre Technologique Aerospatiale (CTA), Quebec, Canada